
打孔针辊花辊雕刻的工艺原则
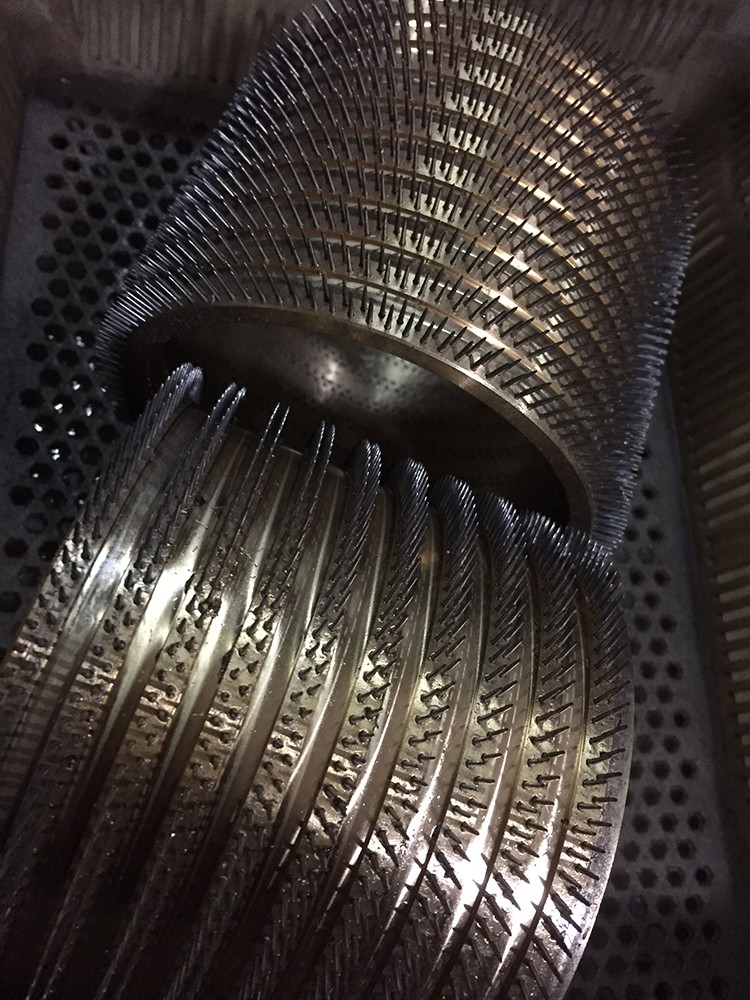
1、打手形式原则:选用打击缓和、梳理作用细致的全梳针辊筒代替豪猪打手。
2、打手速度的原则:全梳针辊简速度500 r/min~550 r/min,成卷打手速度750 r/min~800 r/min。
3、风扇速度的原则:由原1300 r/min改为1500 r/min。
4、纤维缠绕距离的原则:隔距以小隔距为宜,尘棒反装,增加补风回收,对个别落杂区进行封闭,确保纤维顺利输送;尘棒与打手之间隔距加大1.5倍,减少纤维过度搓揉产生束丝;给棉罗拉与打手隔距调到12mm,剥棉刀与打手隔距调至1mm,可以解决纤维缠绕梳针打手的难题。
5、定期清理的原则:定期清擦管道,特别是管道弯头部分,每三天清揩一次毛刺、棉蜡,可解决纤维堵塞现象。